Suomen tasavalta
|
Muovimuovi on muoviteollisuudessa käytetty työkalu muovimuovauskoneiden sovittamiseksi, mikä antaa muovituotteille täydellisen kokoonpanon ja tarkat mitat. Eri muovausmenetelmien mukaan se voidaan jakaa eri muotityyppeihin.
1. Ruiskuvalumuotti
Se on pääasiassa muovausmuotti, jota käytetään yleisimmin kestomuovisten muoviosien valmistuksessa. Ruiskuvalumuotia vastaava prosessointilaite on ruiskuvalukone. Muovi kuumennetaan ja sulatetaan ensin ruiskuvalukoneen alaosassa olevassa kuumennusputkessa ja sen jälkeen ruiskuvaluun tai ruiskuun. Tulpan paineen alaisena se menee muottionteloon ruiskuvalukoneen suuttimen ja muotin injektiojärjestelmän kautta, muovi jäähdytetään ja kovetetaan, ja tuote vapautuu muotista.
Sen rakenne koostuu yleensä valettuista osista, valujärjestelmästä, ohjausosista, ulostyöntömekanismista, lämpötilan säätöjärjestelmästä, pakokaasujärjestelmästä, tukiosista ja muista osista, ja se on valmistettu muovimuoviteräksestä. Ruiskuvaluprosessointimenetelmä soveltuu yleensä vain kestomuovituotteiden valmistukseen. Ruiskuvaluprosessissa valmistetut muovituotteet ovat erittäin leveitä. Päivittäisistä tarpeista moniin monimutkaisiin sähkölaitteisiin, autojen osiin jne. Ne muodostuvat ruiskuvalumuotteilla. Yksi yleisimmin käytetyistä jalostustavoista muovituotteiden valmistuksessa.

2. Puhallusmuotti
Muotti, jota käytetään onttojen tuotteiden muodostamiseen muovisäiliöistä (kuten juomapullot, päivittäistavarat ja muut pakkausastiat). Puhallusmuovauksen muoto perustuu tekniikan periaatteeseen. Päämuotoja ovat ekstruusiopuhallusmuovaus, ontto muovaus ja ruiskuvalu. Pääperiaatteita ovat ekstruusiopuhallusmuovaus, ontto muovaus, ruiskutuspuhallusmuovaus, ontto muovaus, ruiskutusvenyvä puhallusmuovaus, ontto muovaus (tunnetaan yleisesti nimellä ruiskuvenyvä puhallusmuovaus), monikerroksinen puhallusmuovaus, ontto muovaus ja arkkien puhallusmuovaus, ontto muovaus. Onttojen tuotteiden puhallusmuovausta vastaavia laitteita kutsutaan yleensä muovisiksi puhallusmuovauskoneiksi. Puhallusmuovaus soveltuu vain kestomuovituotteiden valmistukseen. Puhallusmuotin rakenne on suhteellisen yksinkertainen, ja käytetyt materiaalit ovat pääosin hiiltä.
3. Suulakepuristusmuotti
Muotityyppiä, jota käytetään jatkuvan muotoisten muovituotteiden valmistukseen, tunnetaan myös nimellä suulakepuristusmuovauspäät, käytetään laajalti putkien, tankojen, monofilamenttien, levyjen, kalvojen, lanka- ja kaapelipäällysteiden sekä muotoiltujen materiaalien prosessoinnissa.
Vastaava tuotantolaite on muovisuulakepuristin, jonka periaate on, että kiinteä muovi sulatetaan ja plastisoidaan suulakepuristimen kuumennus- ja ruuvin kierto- ja paineolosuhteissa ja se tehdään poikkileikkaukseksi suulakkeen muodon avulla tietty muoto Jatkuvat muovituotteet. Sen valmistusmateriaalit sisältävät pääasiassa hiilirakenneterästä, lejeerinkityökaluja jne. Jotkut puristussuulakkeet on myös upotettu timanteilla ja muilla kulutuskestävillä materiaaleilla osiin, joiden on oltava kulutuskestäviä.
Ekstruusioprosessitekniikka soveltuu yleensä vain kestomuovituotteiden valmistukseen, mikä on selvästi erilainen kuin ruiskumuotit ja puristusmuotit rakenteeltaan.
4. Muoviset muotit
Muotti, joka käyttää muovilevyjä ja -levyjä raaka-aineina yksinkertaisten muovituotteiden muodostamiseen. Sen periaate on käyttää tyhjökukintamenetelmiä tai paineilmanmuodostusmenetelmiä koveraan tai kuperaan muottiin kiinnitettyjen muovilevyjen ja -levyjen lämmittämiseen. Pehmennyksessä se muotoutuu ja tarttuu muotin onkaloon halutun valetun tuotteen saamiseksi. , jota käytetään pääasiassa päivittäistavaroiden, ruoan ja lelujen tuotantoon.
Muovisessa muotissa on matala paine muovauksen aikana, joten muotimateriaali on pääosin valmistettu valetusta alumiinista tai ei-metallisista materiaaleista, ja rakenne on suhteellisen yksinkertainen.
5. Puristusmuotti
Sisältää puristusmuovaus ja ruiskuvalu kaksi rakennemuotityyppiä. Ne ovat erään tyyppinen muotti, jota käytetään pääasiassa lämpökovettuvien muovien muovaukseen, ja vastaava laite on painevalu kone.
Muovien ominaisuuksien mukaan puristusmuovausmenetelmä lämmittää muotin muovauslämpötilaan (yleensä 103 ° 108 °: seen) ja laittaa sitten mitatun puristusmuovausjauheen muottionteloon ja latauskammioon ja sulkee muotin. Pehmentää viskoosia virtausta, jähmettyy ja kovettuu tietyn ajan kuluttua, ja siitä tulee haluttu tuotteen muoto.
Ero puristusruiskuvalun ja puristusmuovauksen välillä on siinä, että erillistä syöttökammioita ei ole. Muotti suljetaan ennen muotoilua. Muovi esilämmitetään syöttökammiossa viskoosissa tilassa. Paineen alaisena se säädetään muottionteloon ja kovetetaan.
Puristusmuotti koostuu pääasiassa onteosta, syöttöontelosta, ohjainmekanismista, ulostyöntöosista, lämmitysjärjestelmästä ja niin edelleen. Paineensyöttömuotteja käytetään laajasti sähkökomponenttien kapselointiin. Puristusmuottien valmistuksessa käytetyt materiaalit ovat periaatteessa samoja kuin ruiskuvalumuotit.
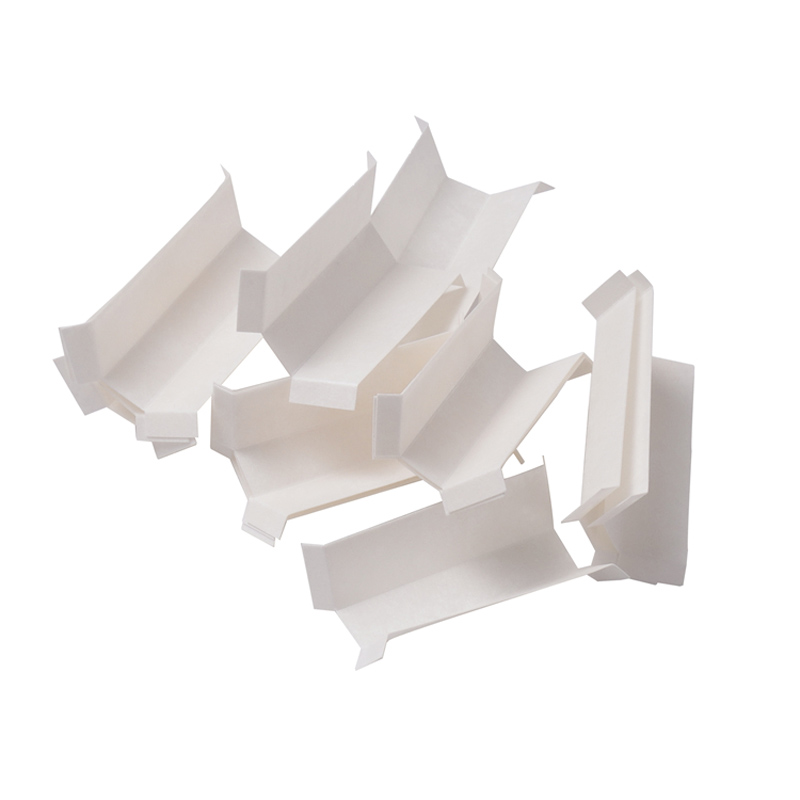
6. Vahvasti vaahtoava polystyreenimuotti
Se on muotti, joka käyttää laajennettavaa polystyreeniä (polystyreenistä ja vaahdotusaineesta koostuvat helmet) erimuotoisten vaahtopakkausmateriaalien muodostamiseksi.
Periaatteena on, että laajeneva polystyreeni voidaan muodostaa höyryssä muottiin, sisältäen kahta tyyppiä yksinkertaista käsikäyttöistä muottia ja hydraulista suoraa vaahtomuovimuottia, joita käytetään pääasiassa teollisuustuotteiden pakkaustuotteiden valmistukseen. Materiaalit tällaisten muottien valmistamiseksi ovat valettua alumiinia, ruostumatonta terästä, pronssia ja niin edelleen.

Työnimike: Sals Manager
osasto: International Market
Yrityspuhelin: +86 0512-66385718-8016
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 13926068023
Verkkosivusto: leyangmold.finvipb2b.com
Osoite: No.5368,Wuzhong Avenue,Xukou Town,Suzhou City,Jiangsu Province

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen