Suomen tasavalta
|
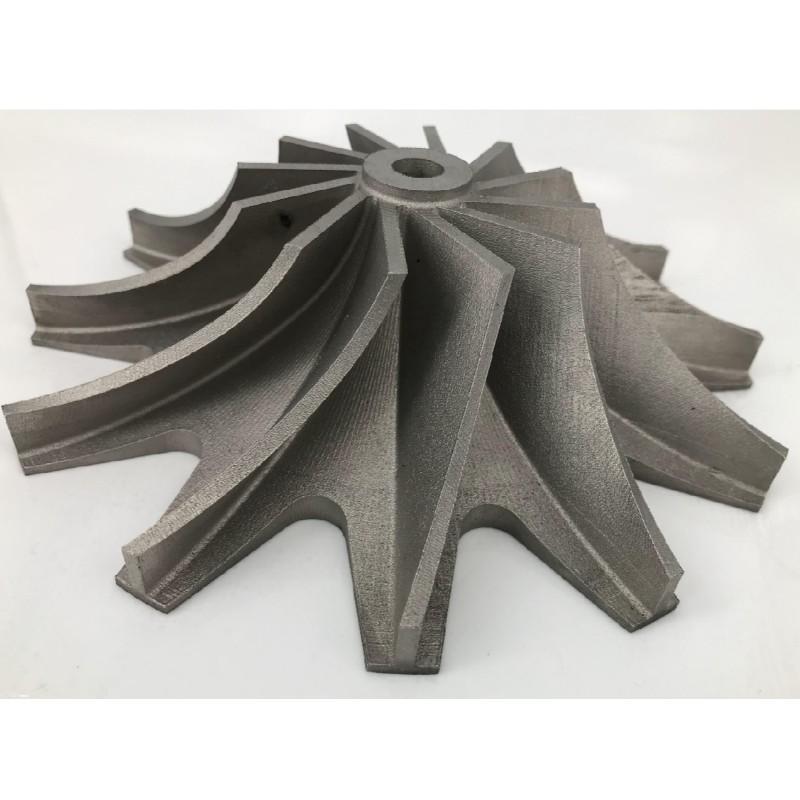
3D tulostus voi sallia tehokkaan valmistuksen monimutkaisia rakenteita vaikea toteuttaa tavanomaisesti ilman jätteitä, kuten ontto geometriatnikkelin-based superseoksen lentokoneiden komponentit. Täysimääräisesti hyödyntää tätä menetelmää, meidän on edettävä kohti uusia seoksia ja menetelmiä.
Conventional superseoksen valmistus
Superalloys, perheen metallin sekoituksia, jotka perustuvatnikkeli, koboltti, tai rautaa, ovat resistenttejä korkean lämpötilan muodonmuutos, korroosio ja hapetus, erityisesti, kun toimitaan korotetussa lämpötilassa lähelläniiden sulamispistettä. Ne olivat ensimmäiset kehitettiin kaasuturbiinin komponenttien suihkuturbiini moottorit, ja ovatnyt yleisesti käytetään korkean lämpötilan sovelluksia ilmailu- ja sähköntuotannon aloilla. Jottanämä korkean lämpötilan ominaisuudet (sekä mekaaninen ja kemiallinen), mikrorakenteen ohjaaminen on kriittistä ja on käytössä yhdistämällä erityisiä seosaineena lisäyksiä ja huolellinen valmistusprosesseissa.
Nickel-based superseokset, aikaisintaan ja paras-developed superlejeerinki perhe, luottaa kaksifaasinen mikrorakenne, joka koostuu vahvistaa vaiheen-a dispersio (Ni, Co) 3 (AI, Ti, Ta) saostuu (ja L12 kristallografia ) kutsutaan γ '-grown matriisissa Kr-enriched Ni. Muut seosaineita, kuten tulenkestävien (Re, Mo, W) tai metalloidien (B, C) voidaan myös lisätä. Perustuuniiden kemiaa,nämä seokset ovat eräitä vaikeimmista ihmiskunta on suunniteltu. Aikana tavanomainen käsittely, tämä ratkaiseva saostuminen tapahtuu kautta diffuusio-controlled reaktio jäähdytyksen aikana lämpötila-alueella 1000-750 ° C1.
Manufacturing on perinteisesti \"Akilleen kantapää' superseosmateriaalista sovellusten--structurally ääni mekaanisia ominaisuuksia ei ole saavutettu ilman pitkiä-winded ja kallis subtraktiivisen valmistus kautta koneistus valukappaleiden. Nyt meillä on edelleen käyttää tarkkuus investointien valu prosesseja, jotka juontavat juurensa antiikin. Esimerkiksi, tuottaa suihkun moottorin turbiinin siiven, sekä vahaa malli ja piidioksidi-based kopio jäähdytyskanavat tarvitaan luomaan keraamisen muotin jokaisen valmistetun komponentin, johon kilogrammaa sulaa metallia valetaan vakuumissa. Jäähdytetty ympäristön olosuhteissa kestää useita tunteja, ja se on mahdotonta estää saostumisen γ 'saostuu jäähdytyksen aikana; Lisäksi, hyvin varovainen myöhempi lämpökäsittely useita tunteja~1300 ° C: ssa tarvitaan--just sulamislämpötilan alapuolella--tuotavaan vähentää kemiallisia dendriittisen erottelua päässä valureitin. Lopuksi, työstö on tarpeen muotoilla lopulliseen monimutkainen turbiinin siiven geometria. Investointi valu prosessissa useita kemiallisia ja prosessi säätimet merkittävä jätteen/scrappage syntyy valun aikana ja sen jälkeen koneistamalla turbiinin osat: vainnoin 10% superseosta päiden ylös kuin valmiin goods2.
3D tulostaa uutena käsittely keinon superseokset
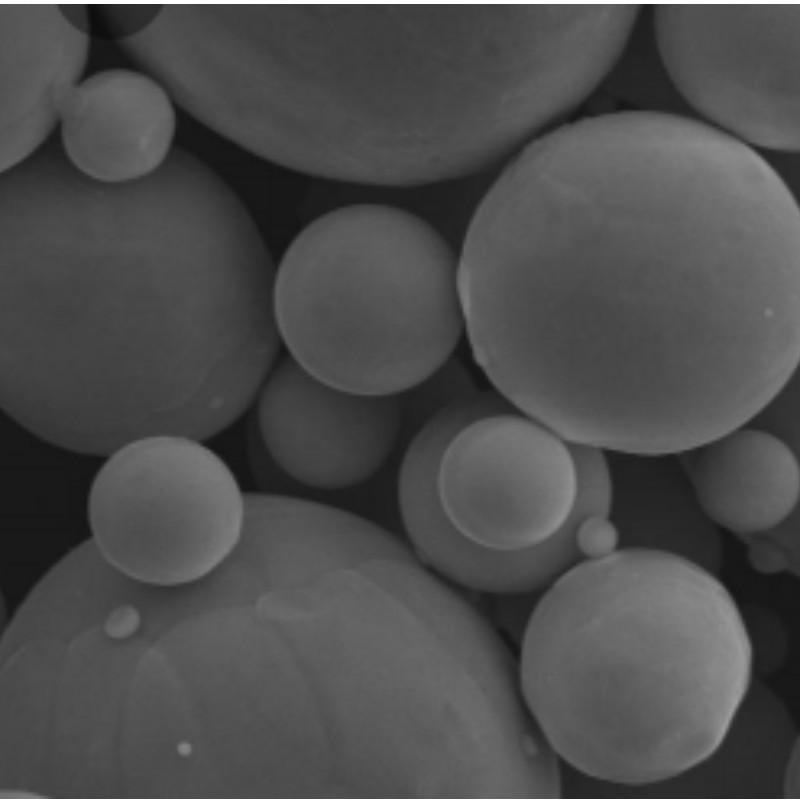
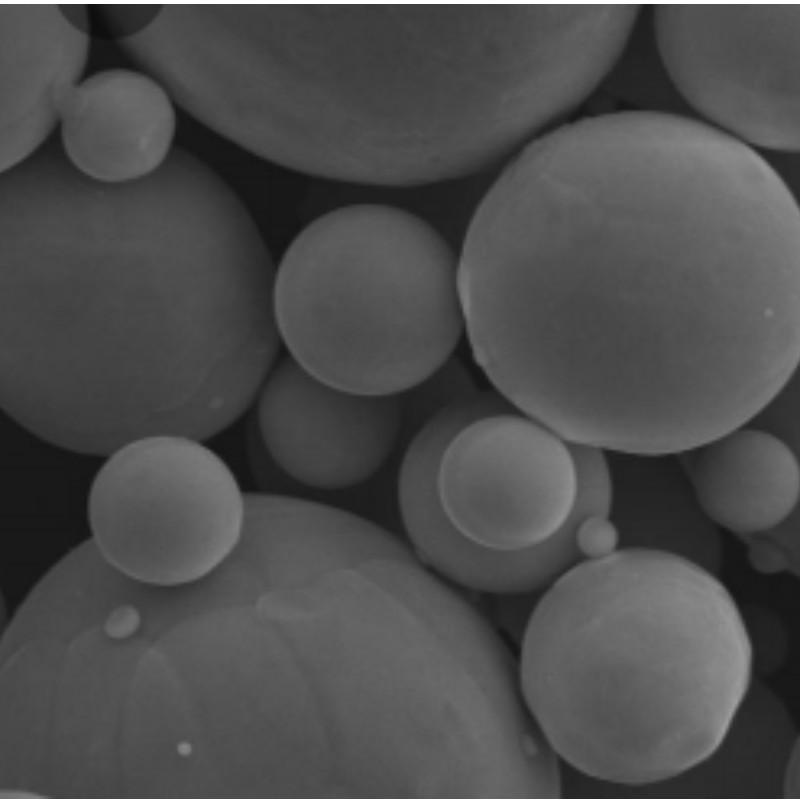
Using 3D-tulostus, tai lisäaineen valmistus (AM), sen sijaan, että investointien valu mahdollistaa käsittely tapahtuu radikaalisti eri tavalla, ja vähennetään valmistusvaiheet ja vähintään käsittely jätettä. Laser-based sulaminen ja lujittaminen kiinteän jauheen muutaman kymmenen mikronia halkaisijaltaan, kerros-Valitsemalla-layer, suorassa syöttää tietokoneelta-aided (CAD) järjestelmä, koituu kuten-of-ei käyttämättömiä suunnittelun vapautta : kolorakenteet, vaahto-like tai ristikko-based arkkitehtuurit, tehokkaammilla materiaalien käyttö lisäaineen vastakohtana subtraktiivisten tavalla. Lisäksi AM prosessi, jossa sen sulaminen ja uudelleen-melting hienon jauheen koko mikronin pituus ja aikataulu, johtaa suuri jäähdytysnopeuksilla 103-106 ° C:/s ja hyvin erilainen metallurgisen vastaus processing3. Jähmettymisen synnyttää erittäin hieno solun sijaan dendriittinen microstructure4, joka eliminoi dendriittinen erottelu löytyy tavanomaisella käsittelyllä, poistamalla tarpeen kemiallisen homogenointivaihe. Saostuminen γ \"tukahduttaa myös vakava jäähtymisnopeus, joka mahdollistaanano-scale saostuminen voidaan sovittaa myöhemmän lämpökäsittelyn parantamiseksi properties5. Saostusvaiheessa voidaan optimoida suunnittelemalla uusi lämpökäsittely protokollia saada toivottavaa mikrorakenteet liittyy suuri lujuus AM superalloys6.
However, laaja soveltaminen AM superseoksista monimutkaisten onttojen rakenteiden, kuten lentokoneiden-jet turbiinien siivet ei vieläkään ole yksinkertaista. Voidakseen menestyksekkäästi vipuvaikutus AM tekniikoita superseoksia tarvitsemme parempaa ymmärrystä tieteen prosessin; monianäkökohtia siitä ovat epäselviä, koska perusteet AM liittyy useita fyysisiä ja kemiallisia ilmiöitä koko pituus ja aikatauluista (ks. 1). Esimerkiksi, kun laser tulee kosketukseen metallin kanssa jauhe, kaikki mahdollisetneljä olomuodoissa--solid,neste, kaasu höyryn ja plasma--interact7, ja hyvin vähän jos ollenkaan fysiikan-based on mallit käsitellä tätä monimutkaisuutta. Lisäksi, luonnenopea ja toistuva lämpökäsittelyjen indusoi voimakkaan lämpötilagradienttien ja siten kemialliset, rakenteellinen ja mekaaninen tiloja, jotka ovat metastabiili, liipaisu metallurgisen defects8 joka vaarantavat properties9.
Finally, useimmat perinteiset superseokset ei voi olla helposti siirtyneet investointien valu 3D-tulostus, koskane on optimoitu erityistä käsittelyä reittejä, esimerkiksi taonta,welding ja valu. Nopean ja toistuva lämpökäsittelyyn AM prosessi, uusi koostumuksia, jotka hyödyntävätnäitä prosessiparametrejä voidaan suunnitella kautta laskennallinen koostumus-process data-driven lähestymistapa räätälöidä mikrorakenteen ja ominaisuudet AM jäähdytyksen rates3. Novel laadut superseoksista optimoitu 3D-tulostus ja tarkoituksena on lieventää metallurgisen vikoja, kuten huokoisuus ja cracking10 kriittisissä korkea-temperature komponentit ovatnäin ollen avain onnistuneeseen kaupallistamisen-up.

Työnimike: Product manager
osasto: Market Department
Yrityspuhelin: +86 021-59150215
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 13817160919
Verkkosivusto: lanzhusuperalloy.finvipb2b.com
Osoite: No. 2800 Caoxin Road, Xuhang Town, Jiading District, Shanghai

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen