Suomen tasavalta
|
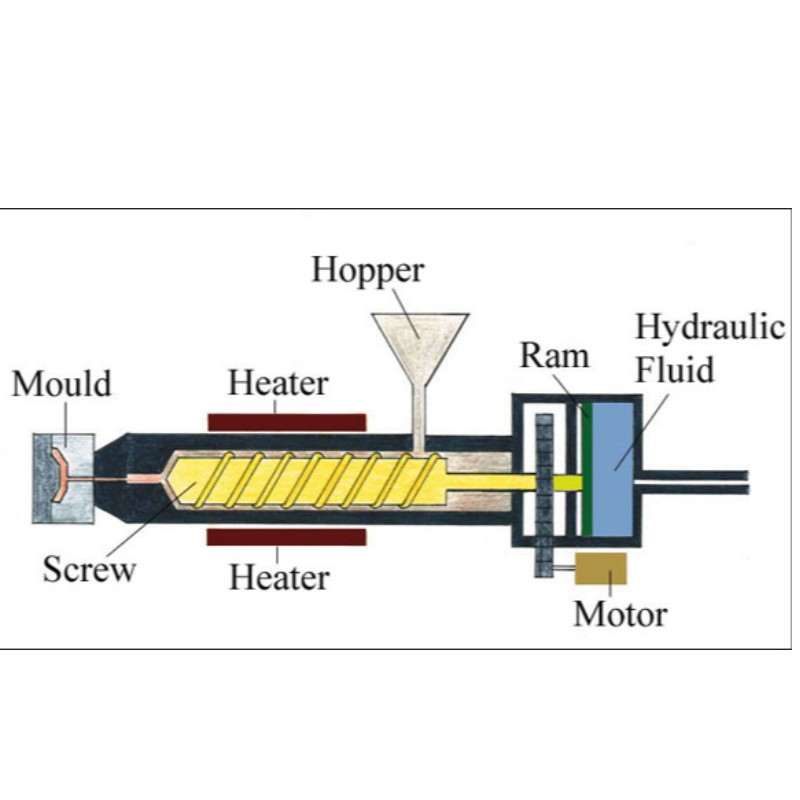
Tiivistemateriaalien valmistajat kertovat sinulle, että nykyinen kehityssuunta on kehittää asteittain ruiskutuspaineen menetelmää, mutta niiden erilaisten sopeutumismahdollisuuksien vuoksi näiden kolmen rinnakkaiselo ja kehitys ovat edelleen todellisuutta. O-renkaan päämuodostusmenetelmä on ominaisuuksiensa mukaan levyn muovaus.
Vulkanointimuovausprosessissa kovettumislämpötilaa, -aikaa ja -paineita on valvottava tarkasti ja oikein, ja lämpötilan ja muiden parametrien muutokseen kovettumisprosessin aikana on kiinnitettävä huomiota milloin tahansa ja vastaava käsittely on suoritettava, muuten tuotteessa on rikkipitoisuutta tai ylirikkiä. Jos käytetään automaattista ohjausjärjestelmää, koko kovetusprosessi tallennetaan ja ohjataan automaattisesti sen varmistamiseksi, että tuote saavuttaa positiivisen kovetusasteen.
Vulkanointilämpötila on yksi kumin O-muotoisen vulkanointireaktion perusolosuhteista, joka vaikuttaa suoraan vulkanointinopeuteen ja tuotteen laatuun. Korkea kovettumislämpötila, nopea kovettumisnopeus ja korkea tuotantotehokkuus; matala kovettumislämpötila ja hidas kovettumisnopeus. Luonnonkumin sopivin kovettumislämpötila on 143 ℃ - 150 ℃ ja synteettisen kumin lämpötila 150 ℃ ~ 180 ℃. Kovettumisaika määritetään yleensä määritetyn kovetuslämpötilan mukaan ja kovetusaika määritetään testillä.
Kumituotteiden paineistamisen tarkoituksena vulkanoinnin aikana on saada yhdiste virrata helposti ja täyttää muottiontelo, estää kuplia vulkanoinnin aikana ja parantaa tuotteiden kompaktiutta. Vulkanointipaine riippuu kumin kovuudesta ja muotin koosta. Kun kumin kovuus on korkea ja muotin koko on suuri, paine voi olla suurempi, muuten painetta tulisi pienentää asianmukaisesti.


Työnimike: manager
osasto: Marketing Department
Yrityspuhelin: +86 0769-85235661
Sähköposti: Ota meihin yhteyttä
Verkkosivusto: fuming.finvipb2b.com
Osoite: Nanzha No.4 Industrial Park, Humen Town, Dongguan City, Guangdong Province

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen