Suomen tasavalta
|
factors tulisi kiinnittää huomiota, kun kokoamalla jauhamiskonevalaisimet
1. Koneeseen asennetun jyrsintälaitteen ja seismisen suorituskyvyn asennettujen jyrsintälaitteen stabiilisuuden parantamiseksi dynaamisissa olosuhteissa eri laitteiden rakenteen tulisi olla kompakti, kiinnittimen painopisteen tulisi olla mahdollisimman alhainen ja kosketus Puristuskappaleen ja työstötyökalupöydän välissä tulisi olla suuri. 2. Käytä jyrsintälaitetta tuotannon tehokkuuden parantamiseksi (oikotietti). Suunnitteleessamme kalusteita meidän tulisi harkita, kuinka asentaa työkappaleetnopeasti apuajan lyhentämiseksi. Yleensä kalusteet asetetaan komponenteilla, jotka määrittävät sijainnin ja suunnan, jotta kiinnikkeet ja työstötyökalutnopeasti säätävät. suhteellinen sijainti. 3. Kun kokoat jyrsintälaitteen valaisimet, myös sirujen ulosvirtausta ja puhdistuksen mukavuutta on otettava huomioon. Jyrsinyn aikana syntyy suuri määrä siruja, ja sirun poistotilaa pitäisi olla tarpeeksi. Suurtenscale -kalusteiden tulisi harkita sirun poistoportteja ja siruuroja; Osiin ja tiloihin olisi lisättävä suojakuoria, joita sirujen poistaminen ei ole helppoa. Leikkausnestettä käytetään prosessoinnin aikana, ja leikkausnesteen virtaussuunta ja talteenotto tulisi harkita puristimen suunnittelussa. Raskaiden-duty -jyrsintälaitteiden kalusteisiin,nostorenkaisiin jne. Pitäisi myös asettaa kiinnitysrunkoon käsittelyn helpottamiseksi.-

Matters, jotka tarvitsevat huomiota jauhamisen yhteydessä Pinnat
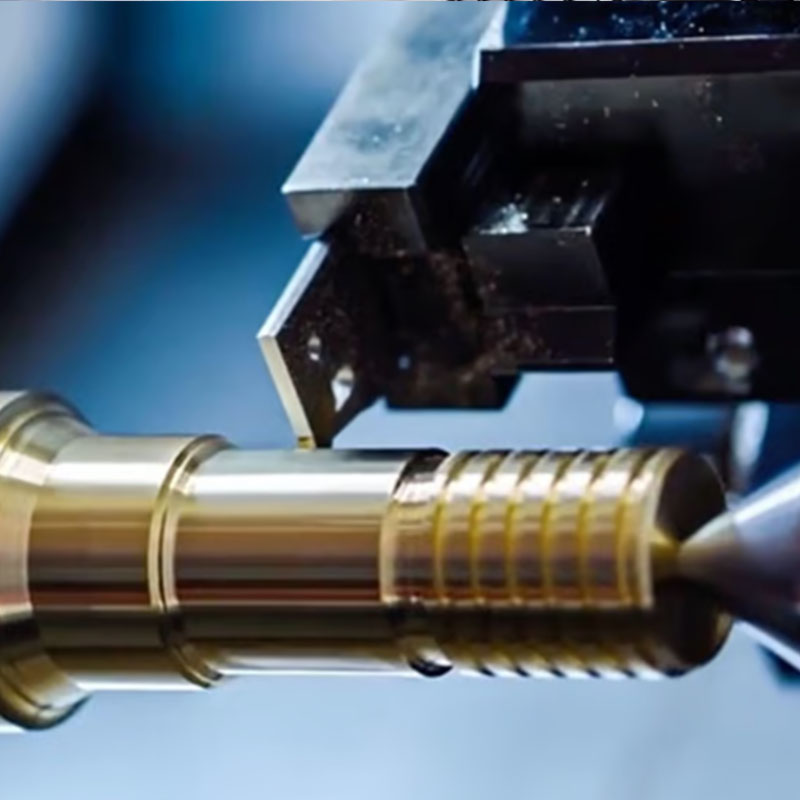
in cnc -jyrsintä, pinnan jyrsintä on suhteellisen monimutkaista, koska on monia ongelmia, joihin on kiinnitettävä huomiota työstöprosessin aikana.1. Karkea jyrsintä
, karkea jauhaminen, pinnan käsittelemisen korvauksen mukaan päätymyllyä tulisi käyttää muodon pintakerroksen jauhamiseen kerroksella. Tämä karkea jauhamismenetelmä on erittäin tehokas. Karkeatmitetyt pinnat muistuttavat terasseja rinteessä. Jokainen leikkaussyvyys riippuu karkeasta tarkkuudesta ja työkappaleesta.-
2. Puolifinishing -jyrsintä-
---
-
-
-
-
-
\\ NIC -PROSESSIA, JOTKA KÄYTETTÄVÄT Pinnat tai suuret osat, lisää askel puoliksi finishing. Puoli- ja jyrsinnän tarkoituksena on poistaa ”rivitalokentän” vaiheet siten, että koneistettu pinta on lähempänä teoreettista pintaa. Pallopäällystysleikkuri jättää yleensä koneistuskorvauksennoin 0,5 mm viimeistelyprosessia varten. Semi finishing on suurempi rivi ja askel kuin viimeistelyssä. \\ N 3. Viimeistely finaalisesti, teoreettinen pinta käsitellään. Kun viimeistelet kaareva pinta pallopäällystysleikkurilla, rivin leikkausmenetelmää käytetään yleensä tiettyyn kulman muodostamiseen puoliksi finishing -työkalupolulla. \\ N 4. Kohtuullinen pallo end -jyrsintäleikkuri , pallo end -jyrsintäleikkuri jauhaa kaarevaa pintaa, kärjessä oleva leikkausnopeus on erittäin alhainen. Jos pallonleikkuria käytetään jauhamaan suhteellisen litteä kaareva pinta, joka on kohtisuorassa koneistettuun pintaan, pallonleikkurin kärjen pintalaatu on suhteellisen huono, joten sen pitäisi olla kunnolla. Karannopeutta tulisi lisätä merkittävästi, ja työkalun kärjen leikkaamista tulisi välttää. \\ N 5. Vältä pystysuuntaista leikkausta . CAM -ohjelmisto asettaa yleensä automaattisesti vinojen lisäys- tai kierteisen leikkauksen työkalun suojaamiseksi. Uran kasvojen jauhamisen yhteydessä prosessireiät voidaan edeltää leikkausta varten. \\ N 6. Havaitseminen wen jauhamat kaarevat osat, on tarpeen havaita työkappale ajoissa ja järjestää viimeistely toleranssin koon mukaan. \\ N 7. Tarkista , jauhaa muotin ontelon kompleksin pintaa, se vaatii yleensä pitkän syklin. Siksi työstötyökalu, kiinnitys ja työkalu on tarkistettava oikein ennen jokaista START \\ NUP -myrskyä, jotta vältetään vika keskellä. \\ N
Työnimike: Project Manager
osasto: Engineer
Yrityspuhelin: +86 0769-86651595
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 15322401809
Verkkosivusto: fmmachining.finvipb2b.com
Osoite: 8# 1st Road of Xiangxi Gongye, Shipai Town, Dongguan, China 523000

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen