Suomen tasavalta
|



On-line pyörrevirtatestausjärjestelmä ruostumattomasta teräksestä valmistettuihin, hitsattuihin putkiin ECN1002 / EFN1002
Projektin Yleiskatsaus
◆ Asiakkaat valmistavat ruostumattomasta teräksestä hitsattuja putkia. On-line pyörrevirran automaattinen virheentunnistusjärjestelmä on asennettu hitsattuun putkikoneeseen.
◆ Argonkaarihitsauksen / plasmahitsauksen ominaisuudet: Tätä hitsausmenetelmää käytetään pääasiassa ruostumattomasta teräksestä ja titaaniseoksesta valmistettuihin pitkittäishitsatuihin putkiin. Yleinen hitsausnopeus on alhainen (0,52-10m / min).
◆ Tavallisen pyörrevirran online-virheilmaisimen optimaalinen havaitsemisnopeus on > 5m / min. Erittäin hidas pyörrevirtasuojavirheilmaisin todella ratkaisee ongelman argonkaarihitsauksen / plasmahitsauksen hitaalla online-havainnoinnilla. Alin havaitsemisnopeus on 0,5 m / min. Havaitsemisherkkyys ja suorituskyvyn suhde kohinaan ylittävät kansalliset normit.
◆ Vaihtoehto tyyppisellä / satulatyyppisellä havainnoinnilla: On suositeltavaa, että läpikuultavan tyyppistä tunnistusta käytetään määrityksessä φ0-40. Etuna on, että hitsin ja putken runko voidaan havaita. Haittana on, että jokainen erittely on varustettava mittapäällä ja ohjainholkilla. > suggested40 ehdotettu satulaanturi, anturi voi kattaa laajan valikoiman spesifikaatioita, tietyn spesifikaation alueen ei tarvitse korvata anturia. Vain hitsausaseman viat voidaan havaita.
◆ Neliönmuotoisten ja erikoismuotoisten putkien havaitsemiseksi käytetään pääasiassa satulatyyppiä.
Työkappaleiden tietojen havaitseminen
Tunnistusobjektien nimi
Ruostumattomasta teräksestä valmistettu suorahitsattu putki, pyöreä putki
materiaali Ruostumaton teräs (2, 3 sarjaa jne.)
Mitat erittely 0-40
Hitsausleveys ≈0-5mm, hitsauskulman poikkeama 5 mm on hyväksyttävä
Pituus Pituuden on-line havaitseminen, lentävän sahan leikkausputki tai kela virheiden havaitsemisen jälkeen
Taivutusaste 1,5 mm / m (havaitsemisasemalta)
Pyöreä tutkinto Pyöreä putki ≦ 0,1 mm
karheus Putken seinä ja hitsaus (katkaisuilla) ≦ 3.2
Kovuus kovemmin
Online-nopeus Hitsausnopeus: 0,50 ≦ 750m / min (Instrumentin tunnistusnopeus: 0,52-750m / min)
Tunnistusosan lämpötila 80 - 100 ° C tai normaali lämpötila
Havaitsemisvaatimus ja Tarkkuusstandardi
Executive-havaitsemisstandardi
Vakiomäärä Standardin nimi Arvosana
GB / T 14480-2015 Tuhoamaton testauslaite pyöriä C urrent T ESTAUS E quipment /
GB / T 7735-2016 Automaattinen pyörrevirtatestaus saumattomalle ja hitsatulle teräsputkelle Korkein aste
(paitsi upotettu kaarihitsaus) viat
Järjestelmän tekninen parametri
Järjestelmän nimi: On-line pyörrevirtatestausjärjestelmä ruostumattomasta teräksestä valmistettuihin, suoraan hitsattuihin putkiin
Tyyppi: ECN / EFN1002
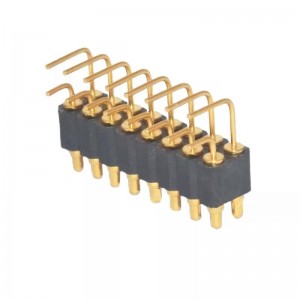
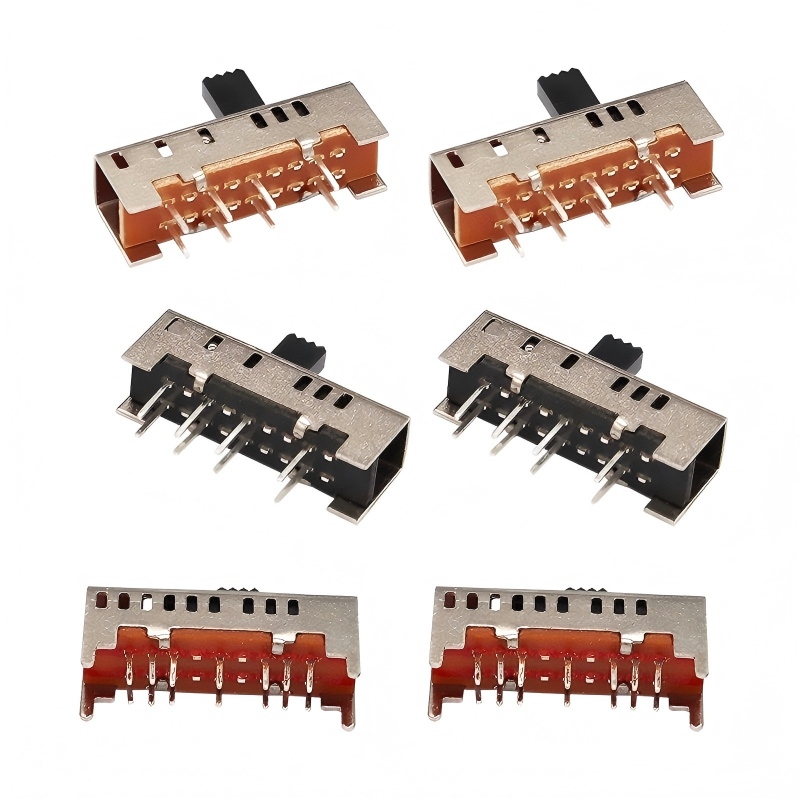
Tunnistusmenetelmä: On-line satulan kaksikanavainen pyörrevirran havaitseminen
Ohjaustila: Automaattinen + Manuaalinen
Instrumentti ja anturi: pyörrevirta-instrumentti; Kaksikanavainen digitaalinen korkean Intelligenssin pyörrevirtavikaanturi ja -anturi
Detection Platform: Ytimen tunnistusalusta on kehitetty itsenäisesti
Lyhyt esittely havaitsemistoiminnasta:
Säädä virheilmaisimen tekniset parametrit ja vakionäytteet testausvaatimusten mukaisesti;
Säädä anturin ja anturin sijainti työkappaleen määritysten mukaisesti;
Virheentunnistusjärjestelmä tunnistaa työkappaleen, hälytykset ja merkit;
Säädä hitsauslaitteet (muotti, hitsausliitos) hälytyksen mukaan;
Tietojen tallennus, tallennus ja analysointi tapahtuu virheentunnistusisäntällä;
Muodosta virheiden havaitsemisraportti automaattisesti.
Järjestelmän tärkeät parametrit
Nimi Tekninen parametri Huomautukset
End blind blind area ≦ 50m Testinopeudesta riippuen
pysyvyys 16 tunnin kuluttua ≦ 2dB Testinäyte
Suihkutulostuksen tarkkuus ± 50mm Testinäyte
Huono arviointiarvo 0% Testinäyte
Väärien ilmoitusten lukumäärä ≦ 2% Testinäyte
Testinopeus 0,50 ≦ 750m / min Riippuen Asiakkaat hitsausnopeus,
Argonkaarihitsaus säädetään mukaan nopein nopeus voi saavuttaa 750m / min
asiakkaan hitsausnopeuteen. (tämä projekti on ruostumattomasta teräksestä valmistettu argon
kaari hitsaus, nopeus on hitaampi)
Läpikulkutyyppisten pyörrevirtojen testauksen periaate
Pyörrevirran havaitsemisen tarkoituksena on muodostaa vuorotteleva magneettikenttä lähestymällä johtinta käämiin vaihtovirtaan (kutsutaan anturiksi). Vaihteleva magneettikenttä kulkee johtimen läpi ja tuottaa sen kanssa sähkömagneettisen induktion, ja muodostaa pyörrevirran johtimeen. Johtimen pyörrevirta tuottaa myös oman magneettikentän.

nimi: Cynthia
Yrityspuhelin: +86 18121053868
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 15062667823
Verkkosivusto: wehans.finvipb2b.com
Osoite: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen