Suomen tasavalta
|
Dissatisfaction kanssa valu tuloksia usein saa meidät ajattelemaan uudelleen meidän työnkulun ja parantaa alkuperäistä koneistusmenetelmin. Sarja valu testien tässä asiakirjassa johtui siitä, että kun on erityisen suuri pontic valettiin käyttäen remaniumstar metalliseos, vaikka pinnat yksittäisten kruunut olivat sileä, suurin osa pontic yksiköt ovat karkeita. Ylikuumentunut seokset ei voida käyttää valun aikana suuria kiinteitä siltoja. Suunnittelun ja sijoittelun syöttöaukkoihin hyväksyy perinteisellä menetelmällä: syöttökanavan, jonka halkaisija on 3 mm käytetään kruunu, 3,5 mm syöttökanavan käytetään sillan, ja 5mm käytetään poikittainen syöttökanavan yhdistäänämä osa-sprues . Halkaisija tärkein syöttökanavan on 4mm. Seuraavassa, sitä kuvataan yksityiskohtaisesti mitä menetelmiä ja vaiheita käytetään, jotta saataisiin tasainen ja yhtenäinen pinta valu.
Preparation valu testi
A edellytys sileä valu pinnat on käytetty hienoja-grained upottamisen materiaaleja, kuten remaCC varten kruunu ja silta tekniikkaa. Alkuperäisessä valu testi, paksu vaha sauva, jonka mitat ovatnoin 60 mm pitkä, 9 mm:n ja 3 mm leveä oli tyt, ed, joka on samanlainen leikkaus tangon rakenne implantin. Toinen Testin tarkoituksena on valettu vieviä kiinteää siltaa ilman tistumisonteloista, kutenne, joita käytetään molaarinen alueella.
Figure 1: Testattu valettu"rod", joissa on karkea pinta ja esikuumennettiin 950 ° C: ssa.

Figure 2: Testattu valettu"rod"kiiltävä pinta ja esikuumennettiin 800 ° C:

Figure 3: Testi valu"rod"kanssa sprue asetettu.

Test valu"rods"
Figure 1 esittää ensimmäisen valu testi. Pinta valu on peitetty pieniä ilmakuplia, mikä on aiheuttamien vahinkojen upottamalla materiaali pinnalle valun upottamisen onteloon. 60 g remaniumstar metalliseos käytettiin kaikissa valukappaleiden, joka vastaa paino onnoin 140 g jalometalliseoksella. Erilaiset sprue suunnittelee ja sijoittaminen menetelmiä kokeiltiin valun aikana. Alussa testin esilämmityslämpötilaa valu oli asetettu 950 ° C: ssa. Korkea-frequency keskipakovoiman valu koneita käytetään valuprosessin, tietenkin, tyhjiöpainevalu koneita voidaan myös käyttää. Käyttäen poistokanava, jonka halkaisija on 1,2 mm ja tarkkailemalla alle suhteellisen alhainen esilämmitys kunto Mao Fu uunin, kuinka pitkälle lejeeringin sula voidaan heittää pois soveltamalla hieno syöttökanavan alle keskipakovoiman. Esikuumennuslämpötila oli alennettiin peräkkäin 50 ° C: ssa kunkin seuraavan valu testi. Päätellen sileys valupinnan ja muodostumista tistumisonteloista, havaittiin, että paras valu tulokset tuotettiin esikuumennushaara lämpötilassa 800 ° C (kuvio 2). Jopa silloin, kun uunin lämpötila on asetettu 850 ° C: ssa, pinta valunäkyvät edelleen hieman karkea olosuhteissa, käyttäen samaa painoa seoksesta. Sijoittaminen syöttökanavan hyväksyy menetelmän valu sillan. Miksi tämä rakenne on tarpeen selvitetään tarkemmin myöhemmin artikkelissa. Valu malli käyttää muodoltaan vahaa tangon, johon 4 Suppilot, joiden halkaisija on 3,5 mm on sijoitettu suoraan. 5 mm poikittainen syöttökanavan pantiin 10 mm valu kulta säiliö ja yhdistetty tärkein syöttökanavan (Fig. 3).
Figure 4: Cast silta, joilla on merkittävä imu kutistuminen käytöstä huolimatta kulta säiliön, esikuumennettu 950 ° C: ssa.

Fig. 5: Cast silta, asentoa muuttamalla kullan säiliön, katoaminen imu tistumisonteloista, esilämmitys 800 ° C: ssa.

Test valu"bridge"
Figure 4 esittää käytön halkaisija 5 mm poikittainen syöttökanavan liitetty 3,5 mm syöttökanavan etäisyydellä 2,5 mm sillalta. Vaikka käyttö esilämmityslämpötilaa 950 ° C, karheus sillan pinta ei ollutniin selvä kuin valettu sauva. Tietenkin määrä 9g valumetallille käytetään myös paljon vähemmän kuin määrä testin valettu tangot. Ei-toivottu kohta on se, että merkittävä imu cratering esiintyy käytöstä huolimatta kullan säiliön. Tulosten mukaan edellisen valu testi, asema syöttökanavan kuin kulta varastointi altaan asetettiin 10 mm silta ja kytketty tärkein syöttökanavan. Risti-section jakokanavan valun jälkeen (kuvio. 5) osoittaa, että toiminto on kulta säiliön hyödynnetään hyvin tällä menetelmällä. Kun esilämmityksen lämpötila on asetettu 800 ℃, pinta sillan tuottaa myös parhaiten valu vaikutus. Valuaukko, jonka halkaisija on 3,5 mm on suoraan ohjataan sen varmistamiseksi, että seoksen sulate voidaan ruiskutetaan muottiinnopeasti. Ilman erillistä syöttökanavan, se voi myös varmistaa, että ruiskutettu sula ei tuota suurempaa turbulenssi muotissa.
Test valu"fixed silta"
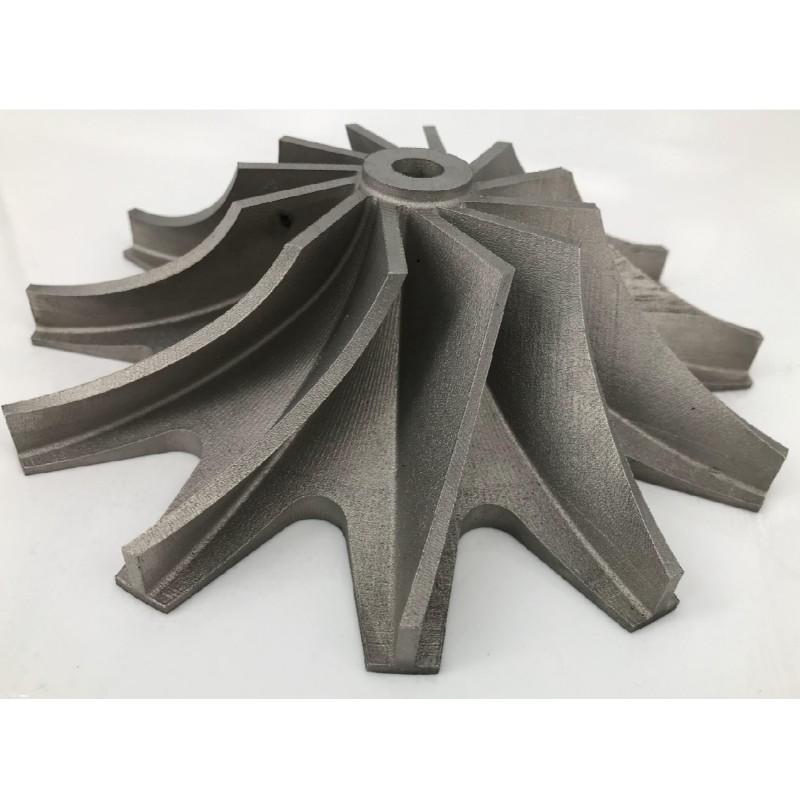
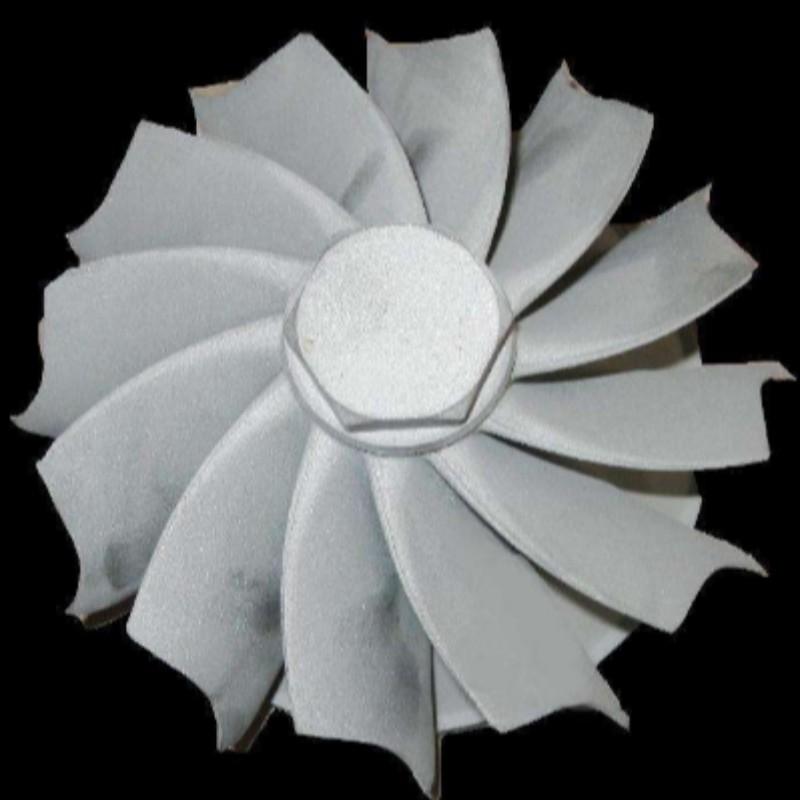
Lisäksi parantuneesta valun pinnalla (kuvio. 6), osoitettiin, että annetuissa valu oloissa, vaikka esilämmitysaika lämpötila laskettiin 800 ° C: seen, valu metalliseos sulaa voisi olla riittävän ruiskutetaan reunaan kruunu ja Sharp reunat on muodostettu (kuvio 7). Muodostumista pyöristetty kruunu reuna ilmaisee, että seoksen jähmettyessä liiannopeasti. Kuvio 8 osoittaa, että kun valu 13-unit kiinteä silta, ei ole tarpeen sijoittaa syöttökanavan jokaisen sillan yksikkö. 3,5 mm sprue voidaan sijoittaa vierekkäisten kruunujen ja siltojen. Kokemuksen mukaan edellisen testin, sprue kuten kulta säiliö olisi myös sijoittaa vastaavasti (Fig. 9). Tämä menetelmä mahdollistaa erottaminen sprue valun jälkeen ja vähentää rei'itys kruunu erotuksen aikana ja jauhamalla. Verrattuna jalometalliseokset, hionta menetys syntyy, kun työstö koboltti-chromium seokset on täysin merkityksetön. Tietenkin on myös haitta käyttää suoraan Suppilot pitkän-span pitkä kiinteää siltaa, joka on, vaha malli ei oleniin stabiili kuin lisäämällä vaaka- Suppilot, kun se on poistettu, mutta tästä huolimatta sovitus valu on edelleen hyvin tarkka (Fig. 10).

Yrityspuhelin: +86 021-5995 8756
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 17717022732
Verkkosivusto: condlycasting.finvipb2b.com
Osoite: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen