Suomen tasavalta
|
Ennen ulkonäkönumeerinen ohjaus työstökone, lanka käsittely riippuu pääasiassa yhteisestä työstökone, mutta käyttämällä yhteisiä työstökone menetelmän säiettä on alhainen tehokkuus ja alhainen tarkkuus, ja käsittely laatu ei täytä asiakkaan vaatimukset. NC:n käyttöä jyrsintä kierre, paitsi parantaa käsittelyn tehokkuutta, jalostus tarkkuus ja käsittelyn laatua, mutta myös voi tarkasti ohjata langan kokoa, lisää käyttöikää säiettä.
1. Tyypit kierre teknologiaan NC työstökeskus
1.1 kierteen jyrsintämenetelmällä
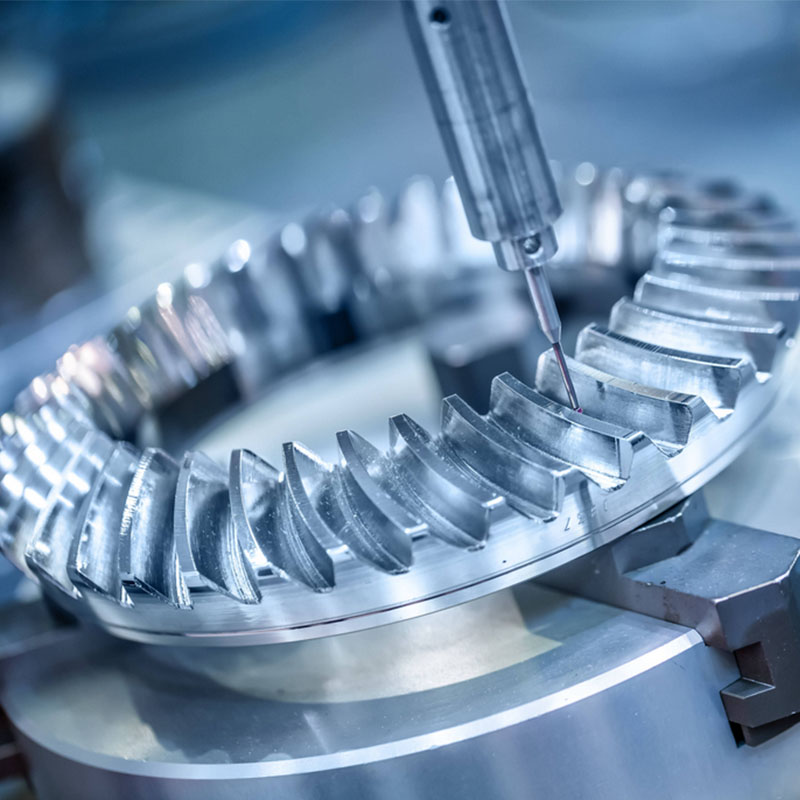
There monia käsittelymenetelmät ruuvin kierteen. NC työstökeskus voidaan käyttää menetelmää suoraan jyrsintä käsitellä ruuvikierre. Tämä menetelmä käsittely ruuvikierteellä on suhteellisen yksinkertainen ja voi käsitellä ruuvikierteen suurempi monimutkaisuus, siis tällainen kierre menetelmä on laajalti käytetty, ja sen käsittely edut ovat myös hyvin ilmeinen. Jyrsintä kierre on ominaisuuksiltaan korkea tarkkuus ja korkea hyötysuhde. Kierrejyrsintä menetelmä voi käyttää samaa leikkuri prosessin vasemmalle-handed ja oikea-handed langat, joka on kätevä ja tehokas.
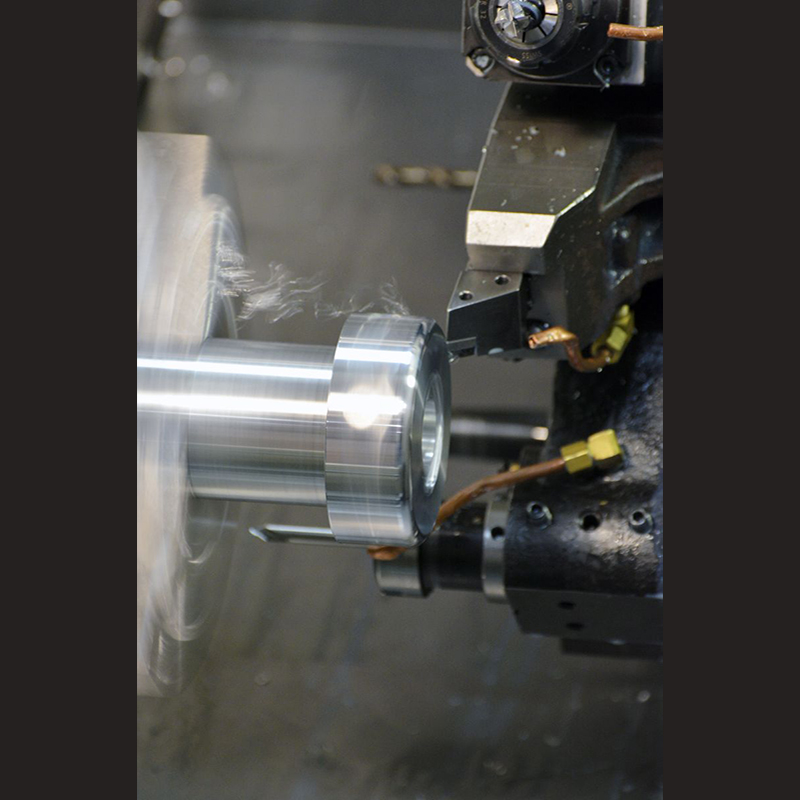
1.2 kosketa prosessi
Lisäksi jauhatusta menetelmä, hana käsittely menetelmää käytetään yleisesti myös läsnä. Tämä käsittelymenetelmä on yleisesti käytetään kierre halkaisija on pienempi, koska vähemmän työstö vaivaa. Tällainen hana on laajalti käytetty kierre, mutta jotta varmistetaan tarkkuus tätä käsittelytapaa, on tarpeen sovittaa poranterähalkaisijan mukaan porausreiän. Jotta voitaisiin vähentää työmäärää lopulla-stage kierre, koko kierteen pohjaan reikä olisi varmistettava, ei ainoastaan koko kierre voidaan varmistaa, mutta myös kulumista hanan voidaan vähentää jossain määrin.
2. Avainkohtia Thread Rikastustekniikkaa NC työstökeskus
in prosessi kierre, NC jyrsintä on tärkein ja yleisin tapa kierre. Parantaakseen työstötarkkuutenakin ja laadun lanka, on välttämätöntä ymmärtää Työskentely kulku leikkuutyökalun Kierrejyrsintä, luotettavuuden ja käytännöllisyyttä ohjelmoinnin järjestelmän, ja kiinnittää huomiota sekvenssin avulla leikkaus työkalu, vältetään tarpeeton tarkkuus virhe ja poikkeama kierre. Tärkein osa kierre on suorittamassa ensimmäisen kierteen. Tässä prosessissa käsittely ensimmäisen kierteen, on välttämätöntä säätää kierukan varmistaa, että käsitelty lanka ja piki täyttävät käsittelyn tarkkuus. Sen jälkeen, kun ensimmäinen kierre on käsitelty, se pitäisi mitata aikaa. Jos on koneistus virhettä, se tulee säätää välittömästi. Tässä prosessissa, kierteen janousu on yleensä havaitaan menetelmällä käänteisen sisään- leikkuri ja teräs hallitsija tarkastus. Määrä takaisin työkalu on myös keskeinen sisältö kierre. Käsittelyn Henkilökunta voi saada todellista-time dataa tarkka mittaus piki ja säädä se täyttää vaatimuksen koneistustarkkuuden.
Compared muiden koneistusmenetelmiin voima lankana jyrsintä menetelmä on pienempi, joten ilmiö katkaisemalla on harvoin tapahtunut. Vaikka työkalu on vaurioitunut toimintahäiriöitä, se on helppo ratkaista ja kahva. Tässä prosessissa hanan työstö, koska jatkuva työstö ja suuri voima, on vaikea purkaa leikkaus roskat, joka johtaa vakavaan kulumista hanan.
3. Sovellukset kierteen jyrsintä
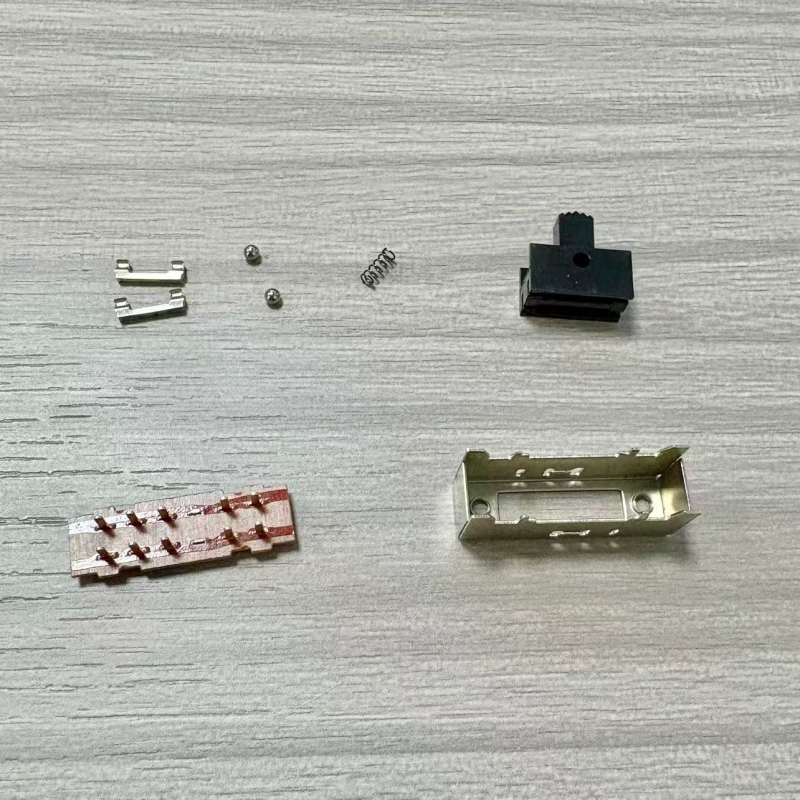
(1) varten lanka, joilla on alhaisempi kovuus, suurempi valmistuserästä ja pienempi kierteen halkaisija, hana käsittely menetelmää käytetään yleensä käsittelemään lanka, tärkein syy on se, että käsittely menetelmä voi säästää käsittelyn kustannuksia ja vähentää kuluja yritykselle. Varten kierre suurempi pituus, hana koneistus menetelmä on yleensä hyväksytään, koska se on vaikea toteuttaa työstön enää kierre jyrsintä, kun taas jauhatuksen menetelmä sopii kierteen suurempi halkaisija ja lyhyempi pituus.
(2), kun TAP menetelmää käsitellä lanka, koko kierre on kosketuksissa hana, koska voima, everywhere ;,niin korkea-power laitteet on yleensä tarpeen, kun käytetään kosketa käsitellä lanka, ja kohdistettu voima jauhatusprosessissa lanka on pieni, siis, käyttö tavallisten työstökoneiden voidaan suorittaa käsittely.
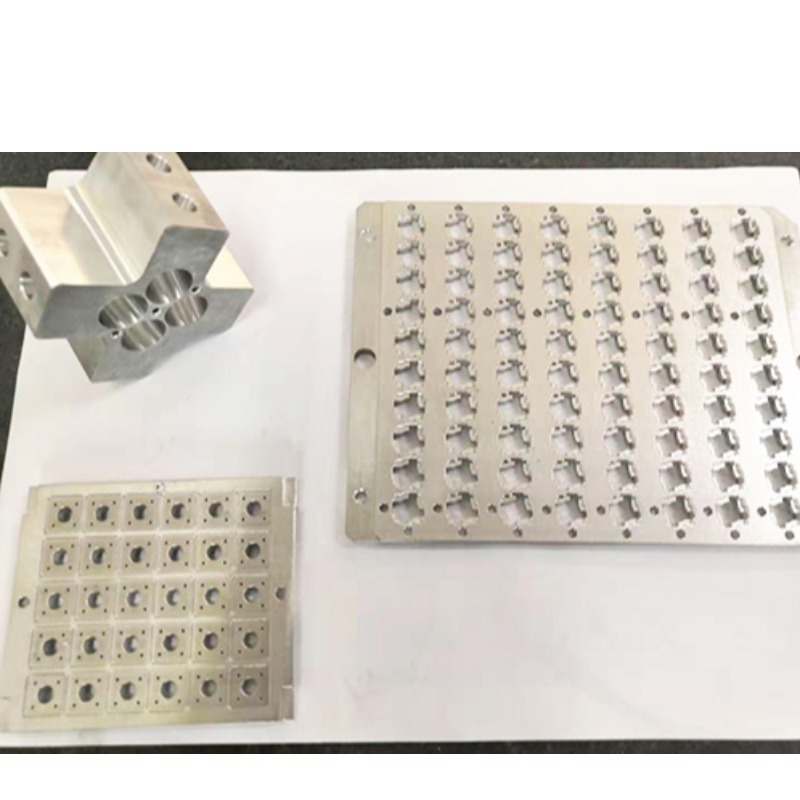
(3) ohuen-walled osia, osat suuremmat mitat tai kierreosa monimutkaisempia reikiä, kierteen jyrsintä on yleisesti käytetty, koska voimat ja muodonmuutos ovat pienempiä, ja voivat ollaniin lähellä kuin mahdollista pohjaan säiettä. Pohjassa kartion-shaped lanka ei yleensä käytetä, jyrsintä menetelmiä, koska tämä käsittelytapa ei ole kätevää jyrsintää säiettä pohja.
(4) kierteen osat yleisen materiaaleja voidaan työstää hana tai jyrsintä, mutta lanka osat erityisiä materiaaleja työstetään tavallisesti jauhamalla, tärkein syy on se, että kova seos langan jyrsimellä materiaalilla on kovuus, joka voidaan välttää vahingot työkalun prosessissa koneistus, ja työkalun on vähemmän kosketusta kierteen, joten se ei ole helposti vahingoittaa langan, jyrsin voi kosketukseen sirun työkappaleen ja aiheuttaa ilmiö viskositeetti, joka voi taata lanka tarkkuutta koneistamalla.

Työnimike: Manager
osasto: Sales Department
Yrityspuhelin: +86 0769-82289819
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86-134-2394-3632
Verkkosivusto: xililai.finvipb2b.com
Osoite: Hexing Road, Shatou, Shatou Community, Chang’an Town, Dongguan city, Guangdong Province

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen