Suomen tasavalta
|
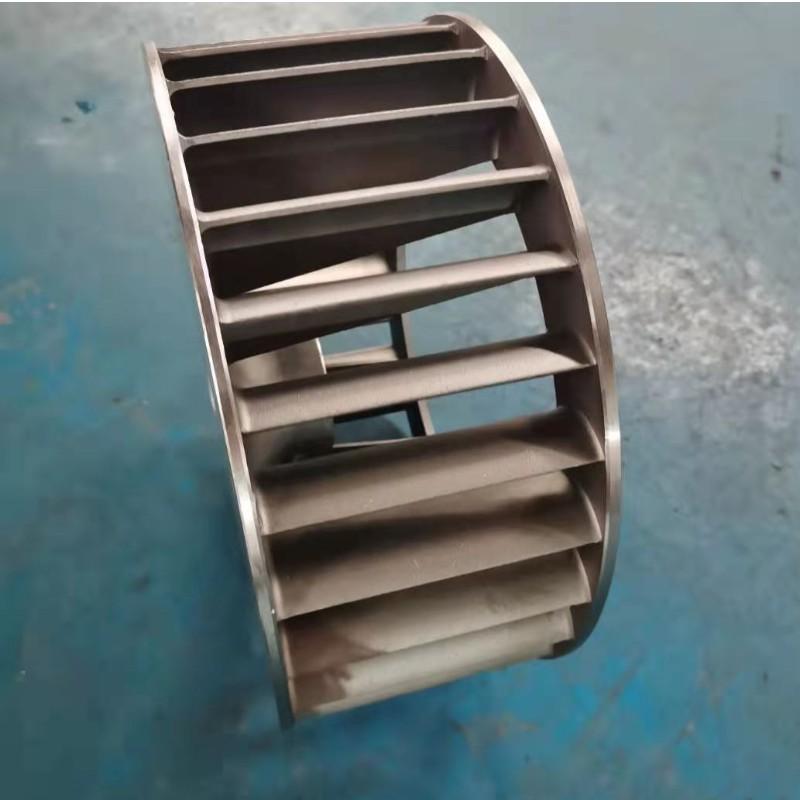
Investointien valu Uusien terässeosten kehittäminen korkean lämpötilan saavuttamiseksi on vaatinut rinnakkaista kehitystä seosten käsittelyssä.Ennen 1940-lukua kaasuturbiinimoottorien siivet olivat rautapohjaiset seokset, kylmästi muokatut.1940-luvulla ja 1950-luvulla otettiin käyttöön investointien valu ja tyhjiön sulaminen moottoreiden mietojen valmistukseen.1970-luvulla, suunta kiinteyttäminen (DS) prosessi oli keksitty ja teki suuri edistysaskel lämpö kyky terät.Viljan rajat laskivat merkittävästi. ja Kristallit olivat kaikki linjassa kohti sentrifugaalista stressiä.DS:n valuprosessin perusteella yksi kide (SX) hyödynnettiin lapoja, jotka ovat vapaita korkeakulmaisista jyvärajoista, ja näin ollen ne lisäävät dramaattisesti turbiinisiipien sulamispaikkaa).Tähän mennessä kaikissa nykyaikaisissa Trentin moottoreissa on yksikiteisiä kristalleja. Nykyään turbiinisiivet on suunniteltu monimutkaisten geometrioiden ja monimutkaisten kanavien avulla, jotka mahdollistavat viileämmän ilman virtauksen sisällä ja pitkin ja terät aikana toiminta. Siksi turbiini komponentit ovat tavallisesti tuotettu Investointien avulla.
Investointivaluprosessi (jota kutsutaan myös hukkavaluksi) käsittää seuraavat vaiheet:
Ykkönen.Näytteenoton osan kuvio valmistetaan ruiskuttamalla sulaa vahaa metallin muottiin, joka on peräisin valusta.Tarvittaessa (esimerkiksi turbiinin teräjen jäähdytyskäytävien jäähdyttämiseksi) keraamiset ytimet voidaan esiliittää muottiin siten, että valukappaleiden aukot on sovitettu yhteen.Vahojen kuvioita voidaan koota klustereihin, jotta useita lapoja voidaan valmistaa yhdessä valussa.
Kaksi.Sitten vahamuoti on kastettu keraamisiin lietteisiin, jotka koostuvat zirkoniin (ZrSiO4), alumiinioksidiin (Al2O3) ja piidioksidiin (SiO2) liittyvistä sidosaineistoista ja seoksista, minkä jälkeen sulokkoon on liitetty edellä mainittujen materiaalien suurempia hiukkasia.Tätä prosessia on toistettava useita kertoja, kunnes kuoren paksuus on niin paksu, että se kestää sulan metallin vastaanottamisen mekaanisen iskun.
Kolmonen.Kun kuori on valmistettu, vaha poistetaan autoklaavissa tai uunissa.
4.Keraamisen muotti on sen jälkeen ammuttu korkeaan lämpötilaan, jotta sen vahvuus kasvaa ja se on valmis vastaanottamaan sulan superseoksen.
5.Kun valu on valmis, sijoitushylsyt on irrotettu ja keraamiset ytimet ovat huuhtoutuneet ulos käyttäen korkean paineen autoklavia kemiallisin keinoin.

Yrityspuhelin: +86 021-5995 8756
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 17717022732
Verkkosivusto: condlycasting.finvipb2b.com
Osoite: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen