Suomen tasavalta
|
Sävellys suorituskyky
Nikkelipohjaiset superseokset ovat yleisimmin käytettyjä. Tärkein syy on se, että ensinnäkin nikkelipohjaiseen seokseen voidaan liuottaa enemmän seostavia elementtejä ja rakenteen parempi stabiilisuus voidaan ylläpitää; toiseksi voidaan muodostaa koherentti ja tilattu A3B-tyyppinen metallien välinen yhdiste γ [Ni3 (Al, Ti)]. Vahvistusvaiheena seosta voidaan lujittaa tehokkaasti ja saada korkeamman lämpötilan lujuus kuin rautapohjaisissa superseoksissa ja kobolttipohjaisissa superseoksissa ; kolmanneksi, kromia sisältävillä nikkelipohjaisilla seoksilla on parempi hapettuminen ja kestävyys kuin rautapohjaisilla superseoksilla. Nikkelipohjaiset seokset sisältävät yli kymmenen elementtiä, joista Cr: llä on pääasiassa hapettumisenesto ja korroosionesto-rooli, ja muilla elementeillä on pääosin vahvistusrooli. Vahvistusmoodinsa mukaan ne voidaan jakaa: kiinteitä liuosta vahvistaviin elementteihin, kuten volframi, molybdeeni, koboltti, kromi ja vanadiini; saostumista vahvistavat elementit, kuten alumiini, titaani, niobium ja tantaali; viljan rajan vahvistavat elementit, kuten boori, zirkonium, magnesium ja harvinaiset maametallielementit jne.
Nikkelipohjaisissa superseoksissa on kiinteitä ratkaisuja vahvistavia seoksia ja saostumista vahvistavia seoksia niiden lujitusmenetelmien mukaisesti.
Tuotantoprosessi
Sulaminen: Puhtaamman sulateräksen saamiseksi vähennä kaasupitoisuutta ja haitallisten alkuaineiden pitoisuutta. samaan aikaan johtuen helposti hapettuvien elementtien, kuten Al: n ja Ti: n, läsnäolosta joissakin seoksissa, on vaikea hallita ei-tyhjiösulatusta; Sen tarkoituksena on myös saada parempi kestomuovi, nikkelipohjaiset lämmönkestävät seokset sulatetaan yleensä tyhjiö-induktiouunissa, ja jopa tuotetaan tyhjiö-induktiosulatuksella plus tyhjiö kulutusuunilla tai sähköslakkauunilla.
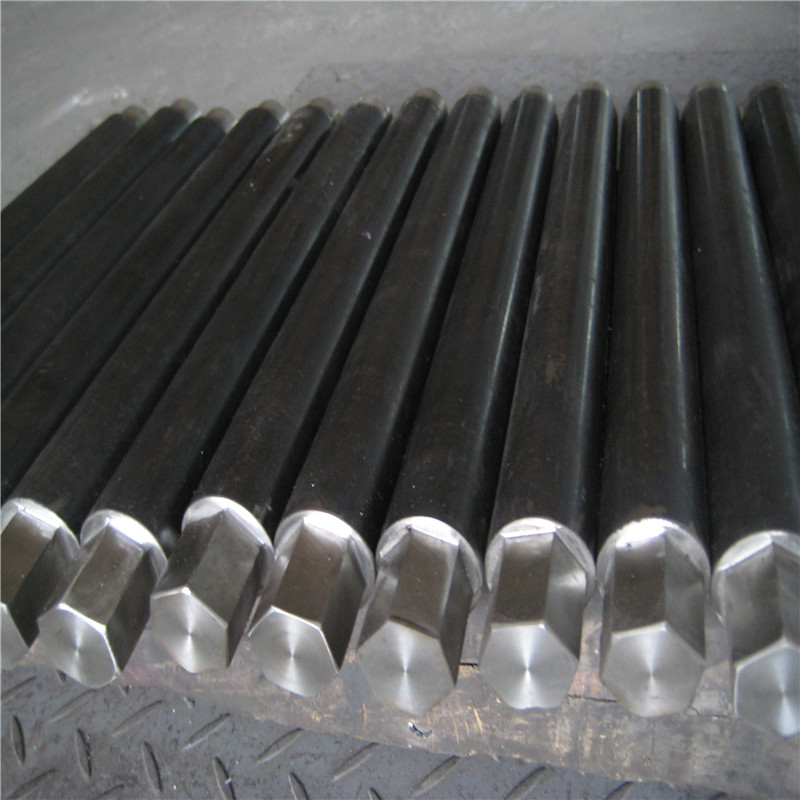
Muodonmuutos: taonta- ja valssausprosesseja käytetään. Seoksille, joiden kestomuovi on heikko, ne valssataan jopa suulakepuristuksen ja muotoilun jälkeen tai peitetään suoraan miedolla teräksellä (tai ruostumattomalla teräksellä). Muodonmuutoksen tarkoituksena on rikkoa valurakenne ja optimoida mikrorakenne.
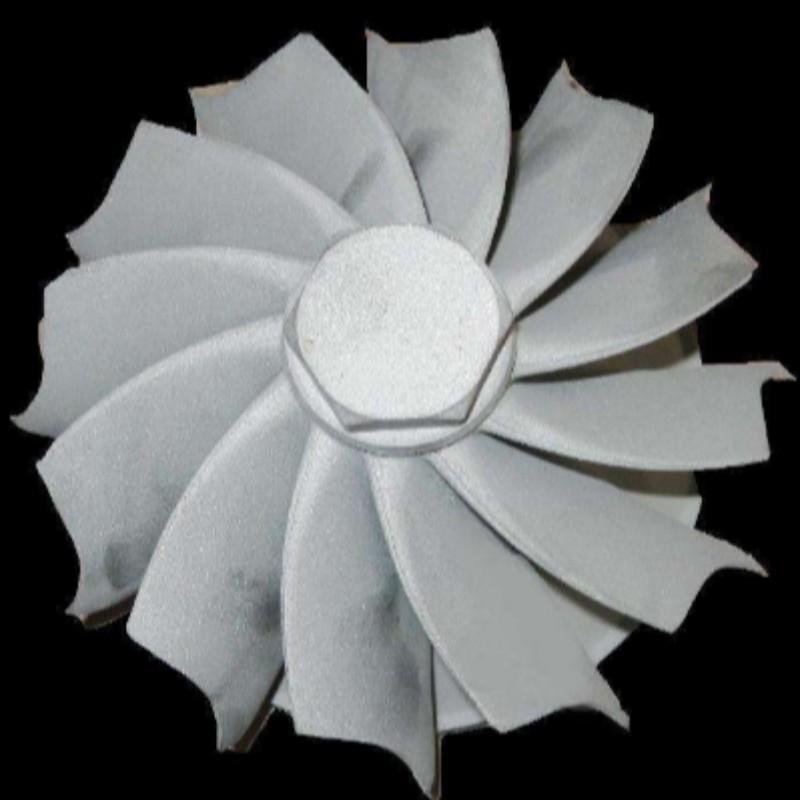
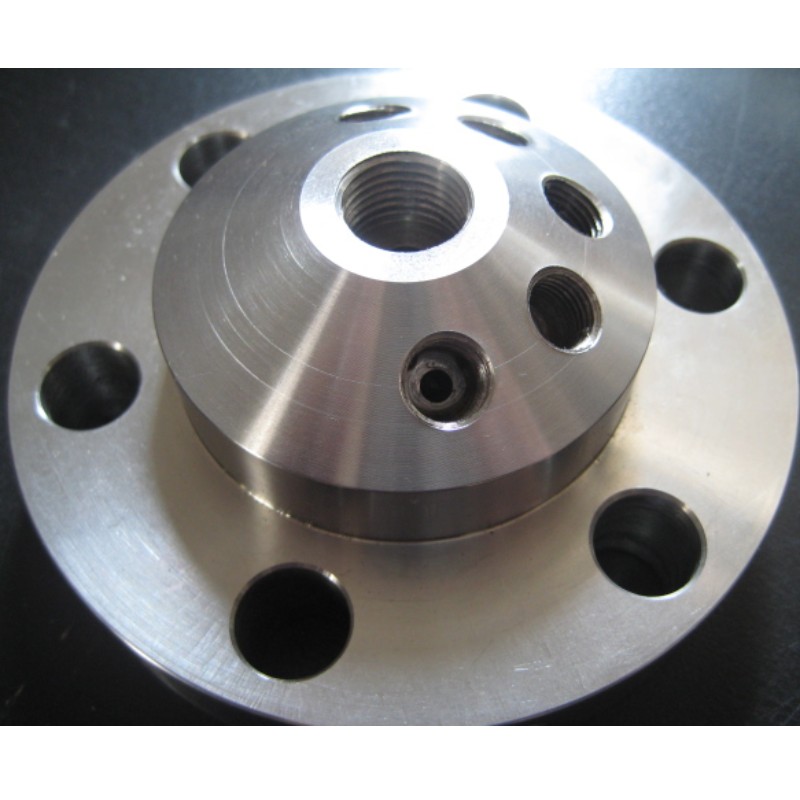
Valu: Yleensä käytetään tyhjiö-induktiouunia sulattaakseen pääseosta, jotta varmistetaan koostumus ja kontrolloimaan kaasun ja epäpuhtauksien pitoisuutta, ja käytä osien valmistukseen tyhjösulatus- ja tarkkuusvalumenetelmää.
Lämpökäsittely: Takoitettu seos ja jotkut valuseokset on lämpökäsitelty, mukaan lukien liuoskäsittely, välikäsittely ja ikääntymiskäsittely. Otetaan esimerkki Udmet 500 -seoksesta. Sen lämpökäsittelyjärjestelmä on jaettu neljään vaiheeseen: liuoskäsittely, 1175 ℃, 2 tuntia, ilmajäähdytys; välikäsittely, 1080 ° C, 4 tuntia, ilmajäähdytys; ensisijainen ikääntymiskäsittely, 843 ° C, 24 tuntia, ilmajäähdytys; toissijainen vanhennuskäsittely, 760 ° C, 16 tuntia, ilmajäähdytys. Vaaditun organisaatiotilan ja hyvän yleisen suorituskyvyn saamiseksi.

Yrityspuhelin: +86 021-5995 8756
Sähköposti: Ota meihin yhteyttä
Kännykkä: +86 17717022732
Verkkosivusto: condlycasting.finvipb2b.com
Osoite: Building 5, No.2800 Caoxin Highway, Xuxing Town, Jiading District, Shanghai

































 Käyttäjän kirjautuminen
Käyttäjän kirjautuminen